
I have been designing and selling fluid power systems eight years, and not once has a customer ever asked for environmental friendliness to be the first consideration … nor the second, nor the third … in fact, it’s never been a requested consideration. My eight years in the industry pales compared to many of you now reading this, but I’ll wager the overwhelming majority of you have also never been asked to design a hydraulic system with environmental considerations as the top priority.
Part of the reason for the lack of “green” in our industry is related to the status of the fluid power industry being relatively cloaked from both the government and environmental groups. So few outside of our industry know or care what we do that it’s not regarded as a priority to change our practices. This applies to safety as well as environmental practices. Think about the vast red-tape and safety considerations in the electrical industry, and how little of that is present in hydraulics.
The automotive industry is the most regulated sector I can think of, and the environmental impact of automobiles is nothing to be sneezed at when there are a billion of them pumping out greenhouse gases. However, that industry is so highly regulated that it could destroy a few small nameplates within the next decade, as they will be simply unable to comply with mandatory fuel economy and emissions regulations. Meanwhile, cow farts contribute to global warming more than our automobiles do, and most would be surprised that the machines making cars (especially if they’re hydraulic) probably waste more energy and contribute to more CO2 than do all the cars on earth!
Regardless, I don’t want to sound as though we fluid power professionals are boorish pirates, plundering the earth with no conscientiousness. On the contrary, I think we do what we can within our resources, but unfortunately, resources available in the design and fabrication of fluid power machinery are not unlimited. Although still rarely the primary consideration in machine design, environmentalism is quickly aligning with other industries in the holistic approach to ensuring cost, efficiency and environmental factors are all weighted equally from project initiation.
With a single word, I’m going to provide you with everything you need to know to make your hydraulic machine environmentally friendly; leakage. Controlling leaking, in its various forms, is the single most important tactic to exponentially improve the “green” of hydraulic machinery. By leakage, I mean any fluid with energy added to it and then subsequently lost before doing useful work … any leakage.
It goes without saying that when fluid leaks into the external environment of the machine, there are consequences detrimental to Mother Earth, and more than you’d expect. Oil that has leaked from a hose, fitting or valve will pollute the environment in various ways. If your machine is a piece of mobile equipment, the oil is often spilled on roads, farm soil, forests, etc., and unless the quantity is large, it is rarely cleaned up. These minor oil spills happen every day, contaminating soil, poisoning water supplies and generally harming flora and fauna, even if just a little.
Leaks in industrial manufacturing plants are at least contained, but best practices for cleaning and recycling of hydraulic oil are not always adhered to. I’ve seen oil spills cleaned with rags and then thrown in the garbage, where they will be sent to land-fill sites, adding to the toxicity of the site for thousands of years. I’ve also seen oil spills cleaned with mops and then rinsed down the janitor’s floor drain, where it can be sometimes introduced into the water table local to the plant. If we’re lucky, the plant has access to sewage treatment options, but even still, the waste from sewage treatment plants must be processed, wasting energy and sometimes producing its own toxic waste.
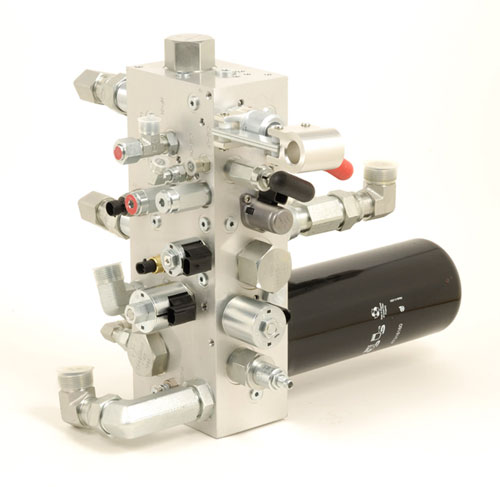
As the saying goes, an ounce of prevention is worth a pound of cure, and the control of leaks is no exception. When designing and building a machine, external leakage prevention must be a top concern. This can be achieved by reducing plumbing, because every hose, pipe, tube or connection is a point of eventual failure. By switching from separately plumbed valves, for example, to integrated circuit manifolds, the plumbing is contained within the manifold block, reducing the required number of hoses and fittings.
When plumbing is required, say with pressure lines, work lines and tank lines, only those with soft-seal technology need apply. O-Ring Boss fittings in ports, and O-Ring Face fittings at hose connections will ensure leaks are minimized, even when hoses are attached and detached with regularity. Fittings such as NPT tend to be relatively leak free when installed correctly the first time, but disconnection for repair is inevitable, and since NPT threads stretch when tightened, leaks are all but guaranteed. JIC fittings are fairly reliable and easy to use, but because they seal mechanically, the metal surfaces can be scratched or marred, allowing slow leakage to occur.
Avoiding external leakage is a great consideration not only because the petrochemical composition of the fluid is harmful to the environment, but because of the energy costs related to manufacturing it. The energy used to drill for and extract crude oil, as well as transport, refine and distribute it is massive on a global scale. By reducing oil consumption, your overall carbon footprint is also reduced. For most hydraulic systems, the fluid can and should last many, many years, so the arbitrary changing of oil should be abandoned as well.

Leaks are often considered to be those seen dripping somewhere in or on the exterior of the machine. However, internal leakage is probably the most prodigious waster of energy, and because it’s unseen, it’s overlooked. It’s important for me to restate that any fluid with energy added to it and then subsequently lost before doing useful work is leakage. Most energy in a system is added to by the pump. The hydraulic pump converts the mechanical energy of the prime mover into hydraulic energy in the form of pressure and flow.
Leakage oil is invisible to the naked eye from outside the machine, but its presence is obvious. Most hydraulic energy lost without creating useful work is manifested as pure heat, although a miniscule amount is lost to sound energy. Internal leakage occurs when hydraulic pressure forces the fluid molecules past the clearance between two surfaces, such as the piston and cylinder block of an axial piston pump, or the spool and body of a directional valve.
As the fluid moves though these clearances, it transitions from an area of high energy to an area of low energy, which also perfectly describes pressure drop. As the pressure drop occurs during leakage, energy is wasted equivalent to the pressure drop plus the volume rate leaked. For example, 3000 psi being leaked out the case drain of a pump at the rate of 2 gpm is the equivalent to 3.5 horsepower. That’s 3.5 hp of energy not being used for actual work in the machine, but being converted into pure heat.
I should be very clear on this, so I’m going to summarize; any fluid with energy added to it and then subsequently lost before doing useful work is wasted as pure heat. The case drain of a pump; pure heat. The pressure drop across a relief valve; pure heat. The leakage inside a gerotor motor (and there is plenty); pure heat. The leaking pin hole in a pressure hose; pure heat.
The difficulty with leakage is that it’s sometimes intentional. For example, a piston pump requires leakage for lubrication, and this is not necessarily because the pump is inefficient. The piston pump simply needs its surfaces lubricated or it will burn itself up. This is also the case with a directional valve, which uses hydraulic pressure to provide a hydrostatic seal between the spool and valve body.
However, even though some energy must be wasted for lubrication purposes, we must still be vigilant and choose the components which require the least leakage and therefore wastes very little energy. The difference between gear pump leakage and piston pump leakage is significant, so choosing a piston pump when and where you can is a no-brainer. But not all piston pumps are created equally as well. A well-made radial piston pump can be more than 5% more efficient than an economical axial piston pump, so care must be taken when selecting a pump for you design.
Hydraulic cylinders are already the most efficient hydraulic device for converting hydraulic energy into mechanical energy, but hydraulic motors are all over the map in regards to efficiency. A radial piston motor once again tends to be king of this realm, and the lowly orbital motor is lucky to be even 70% efficient at any given load and speed range. This means that 30% of the energy being fed into the motor is doing nothing but generating heat, mostly through internal leakage, but also partly because of the friction of its moving parts.
It’s clear that choosing the most mechanically and volumetrically efficient components is a great start in the design of environmentally friendly fluid power systems, but what more can be done once the general system components are chosen? First, we need to ensure the hydraulic circuit is also designed with consideration to efficient use of energy. This means choosing components of an appropriate size to handle the flow of the system with little or no pressure drop, which spells doom for servovalves.
The decline of servovalves may not be such a bad thing, since proportional valves have come so far with modern electronics that they nearly match the performance of servovalves, but with minimal pressure drop. The Parker D111 series of high-performance proportional valves uses technologies such as spool position monitoring, on-board electronics and high frequency-response to nearly match the performance of servovalves, and at a fraction of the cost as well.

Besides the common sense selection of only efficient components, embracing new technologies is also a path towards green in the fluid power industry. The Bosch Rexroth Sytronix pump system uses modern motor technology with their highly efficient inside gear pumps. Inside gear pumps are much more efficient than their spur gear counterparts, and when coupled with a servo motor or VFD-driven induction motor, this new technology provides a huge leap in overall efficiency even above and beyond already efficient piston pumps.
The Sytronix system uses a variable speed electric motor (either synchronous or asynchronous) to control a fixed displacement pump. By varying the speed of the pump, both pressure and flow are infinitely adjustable using feedback from downstream sensors. Using this technique, only the exact pressure and flow required by the system is delivered, with no energy wasted trying continuously pump what is not needed.
As you can see, there are myriad ways to integrate green principles in the design of fluid power systems. By using intelligent design and selection practices, which make efficient use of valuable resources, we can ensure the fluid power industry remains a valid option for even the most environmentally friendly customers for decades to come.
I think the hydraulic applications in heavy equipment are still dumping unnecessary amounts of “greenhouse gases” into the environment just by heat losses in throttling spool valves…