

Pump cavitation is one of the most searched topics on fluid power, which is justified, because cavitation is unfortunately an all-too-common cause of pump failure on mobile equipment. Liquids are able to hold dissolved gasses in solution, and the gas saturation level within any liquid is dependent upon the pressure, the temperature and the type of liquid itself, among other things. Cavitation is literally the bubbles spontaneously formed during conditions that prevent the liquid from holding that gas in saturation, such as a drop in relative pressure.
The best example to explain the gas saturation concept and the cavitation principle can be found for a couple bucks at the convenience store—a trusty bottle of soda pop. To ensure the pop is fizzy when it hits your lips, carbon dioxide is super-saturated within the delicious beverage, and pressure maintains that artificial level of fizz until you open the bottle. Upon opening the bottle, you can see cavitation at work, as bubbles seem to form out of nowhere, and other than the fact hydraulic fluid simply has common air dissolved within itself, the principle is the same.
The problem with my example is in trying to translate some harmless bubbles that tickle your taste buds into the damage that can eat away at solid metal. Cavitation bubbles themselves do little damage just floating around in your hydraulic oil, but it’s when the bubbles reach the pressure side of your pump that they do their harm.
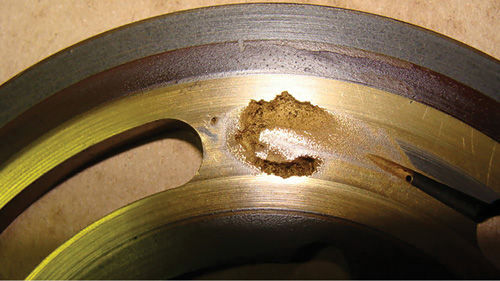
valve plate mounted on a hydraulic pump.
Cavitation bubbles would rather form within the imperfections on the surface of the metal parts of your pump, such as the lens plate of a piston pump, or the gear of a gear pump, rather than just popping into existence in the middle of the fluid. The damage from cavitation occurs when the bubbles make their way around to the pressure size of the pump, where they implode under pressure, creating super-hot jets of fluid that pierce the bubble. Because the bubbles are most often located on metal parts, these little implosion jets heat up the surface of the metal, and you end up with little pits that destroy the pump’s efficiency until it just can’t pump at all.
Cavitation is difficult to detect on mobile equipment because of the noise of the engine or the machine itself, but if it ever sounds like someone threw a bag of marbles into your pump, it’s probably a result of cavitation. However, a diesel engine knock sounds not-unlike cavitation, making it difficult to distinguish cavitation noise, especially from inside the cab. Also, cavitation can be unnoticeable even in quiet ambient conditions if it’s not severe, and damage may not be discovered until the pump fails.
Because cavitation is bad, and cannot be corrected or repaired by your dentist, I’m going to give you seven tips on how to avoid cavitation in your hydraulic system. If these tips are heeded, I promise you cavitation will be a thing of your past, like your plaid grunge look or that weekend in Bangkok.
1 – Don’t use a suction strainer. Suction strainers are installed in the reservoir on the suction line of the hydraulic pump. They are intended to protect the pump from ingesting dirt and filth, which should subsequently protect the pump. However, think about the method in which a suction strainer prevents dirt from entering the pump; it collects it across its flow path. Larger particles and other junk get trapped in the suction strainer, but over time it gets clogged.
Most often, maintenance personnel don’t know the power unit even has a suction strainer, so it can get overlooked during routine maintenance, especially because most mobile reservoirs have no clean-out panel. Don’t get me wrong, it could take an easy decade to clog a suction filter, but when it does clog, it will cause slowly increasing levels of cavitation. You might as well have a clamp over the suction hose that you tighten at regular intervals. The biggest problem I have with suction strainers is that they’re redundant anyway if your hydraulic system is designed and maintained well to begin with.
2 – Ensure pumps have flooded suction. A pump can create vacuum at the inlet port to pull up fluid a short distance, but excessive pump head height will cause cavitation. A flooded suction condition uses the force of gravity and atmospheric pressure to push fluid into the pump, rather than the pump having to draw it in. A flooded suction is easy for PTO-mounted pumps because the pumps sit so low in the chassis, but with pumps driven off the engine, you may want to consider mounting your tank high on the machine to compensate for the long run to the front of the truck. With a pump mounted below or to the side of the reservoir, cavitation is nearly impossible unless something catastrophic occurs, like a rag being thrown into the reservoir and blocking the suction line.
3 – Don’t leave rags in the reservoir. It may sound ridiculous for me to offer that as a suggestion, but every hydraulic technician worth their weight in oil counts the number of rags they show up to and leave a job with. The best tools for cleaning out reservoirs are rags, and you will have to trust me when I say that it’s more common than you’d think to leave them in the reservoir. And if you leave a rag in the reservoir, it will most definitely find its way to the suction tube of the pump(s), starving them and causing cavitation.
While we’re at it, be considerate of more than just rags when maintaining a hydraulic machine. I’ve heard of tools, cell phones and dead animals finding their way into reservoirs, not all of which can clog a suction strainer or pump inlet, but their existence there is cause for concern. For a possum to make its way into a tank for a nap, a cover must have been left off, and this lack of consideration for the hydraulic system is unacceptable. Reservoirs are buttoned up for a reason, so I recommend keeping it that way if you care about the health of your machine.
4 – Properly size inlet plumbing. The recommended maximum velocity for suction lines is only a few feet per second, and because the relative action of fluid being “pulled” into the pump already causes a drop in suction pressure, the condition of sucking too much fluid through a small straw will cause cavitation. By simply sizing suction plumbing large enough, especially if you’re running a pump far from the reservoir, you can reduce the chance of cavitation.
5 – Use high quality hydraulic fluid. The quality of hydraulic fluid is often overlooked, and unfortunately, the good stuff is very expensive. Synthetic hydraulic fluid has many properties making it superior to standard dino oil, which has limited capacity to work well outside a narrow window of operating conditions. Speaking on viscosity alone, thicker oil is harder to pump and is more prone to cavitation.
Problems occur during machine start-up, such as on a cold morning, when standard hydraulic fluid is rather thick, making it difficult to pump. If cold and thick oil is not given time to warm before the machine is run at full pressure, cavitation could result. Even if the period of cavitation is short, because oil can heat quickly, the damage can accumulate during every cold start. By switching to synthetic fluid with a high viscosity index, you help ensure cold starts provide little drama. Viscosity index is the quality of oil to maintain its tested viscosity over a wide temperature range, and the bigger the number, the better. So even with a 46 cSt oil which could be prone to cavitating a pump at 20° below if it were normal oil, a high quality oil will still be relatively thin and easy to pump.
6 – Heat your hydraulic oil. Odd as it may sound, because heating oil in mobile machinery is rare, heating the oil before machine start-up can also help prevent cavitation due to cold-related high-viscosity. You wouldn’t fire up your rig and drive off without letting the engine warm up, so the same consideration should be paid to the hydraulic system. Oil doesn’t need much time to come up to temperature in most cases, so just running the pump to circulate oil through the system and operating some low pressure functions could heat up the oil before the serious work begins.
Keeping your oil in its ideal viscosity range is good practice in any circumstance, and if design limitations prevent the heeding of previous tips, this fact is especially true.
7 – Keep your oil dry. This recommendation comes from a specific example of pump cavitation, which could have been prevented by considering a few of these tips. This brutal past winter broke down more than one hydraulic machine, and this particular example occurred on a half-dozen machines powered by a 12 VDC electric power unit. Excessive water saturation within these power units caused ice to form on the suction strainers, both cavitating the pumps and imploding the strainers.
These units already had the highest quality arctic oil on the market, but excessive water saturation was never accounted for, and even thin oil couldn’t make its way past the ice forming on the strainers. These units now have heated enclosures, water-removing filter elements and have had their suction strainers removed.
By following these tips, your chances of experiencing pump cavitation are slim to none. Mobile hydraulic systems already have so much to worry about; creating conditions conducive to cavitation should not be one of them.
And for engineers designing rigid tube suction headers supplying PTO mounted pumps, your pumps will be much happier and live longer if you follow the branch connection best practices outlined in ANSI B30.1 for power piping and ASTM F681, standard practices for
use of branch connections (like Weld-o-lets, saddle fittings and tube stubs). Service track records for pumps kept by your company’s service technicians or product distributors could be an excellent source of double-checking your header design is not actually generating cavitation (i.e. when your branches extend down inside the main supply header) by interfering with flow and generate eddies that cause air to come out of solution in your oil and collapse at the pump entrance.
Thanks for sharing this post. I have been in the Industrial Distribution market place for roughly 13 years, but mainly dealt with bearings and P/T. I am relatively new to the fluid power side of distribution, and truly appreciate posts like this. It is a great opportunity for me to absorb some very useful knowledge from seasoned veterans.
Thanks again
Great Blog!