
Pressure valves use a poppet, ball or (rarely) a spool pushed offset by a spring, and that description you’ll find accurate for nearly every pressure valve ever made. This is because a pressure valve simply resists hydraulic pressure until the force to overcome its spring rises above the value of that spring — common sense. So if nearly every pressure valve operates using the same principle, why are there so many different types?
Indeed, a counterbalance valve works primarily the same as a relief valve, only with a few options to increase performance specifically to suit its function. The type of pressure valve you need comes down to the location and purpose within your hydraulic system. The four basic versions of the pressure valve are the relief valve, motion control valve, sequence valve and reducing valve (see Figure 1).
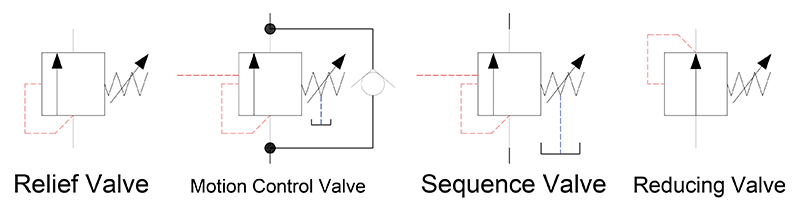
The relief valve represents the most straightforward option and is the foundation of the other three. It may be as elementary as a hardened chrome ball pushed against a conical seat by a spring offering no adjustment. Such a rudimental fixed relief valve doesn’t often appear in hydraulics, but such a design could be made adjustable by adding a sealed screw assembly to adjust the spring pre-load.
Any spring in a pressure valve has a stiffness designed to resist compression, and how much that stiffness increases as the spring compresses is called spring rate. The higher the pressure range of the valve, the higher the rate of its spring. Spring rate is often expressed as “pounds per inch,” meaning x pounds of force will compress the spring by one inch.
No pressure valve has an infinite range of adjustability since any spring experiences a usable range. We find that weak springs cannot operate in the upper reaches of high pressure, and stiff springs do not allow for low-pressure operation. A valve manufacturer understands the limitations of the spring, so they offer various spring rates for their valves to suit customers’ needs. For example, 0-25 bar, 0-75 bar and 35-250 bar spring range offerings for any given valve may be available from the manufacturer.
Other manufacturers offer an upper limit rating, such as max 250 bar spring, but will lack resolution in the lower range and may not even relieve at zero pressure. Choose the lowest spring value possible for your application, which offers the maximum adjustable range alongside finer resolution, making it easier to hit precise pressure settings.
Common construction styles
Even for the same application, pressure valves also differ in their construction. Three common construction styles are the direct-acting, pilot operated and balanced piston. The direct-acting relief valve employs a ball or poppet held closed by a spring, and hydraulic pressure acts directly on the ball or poppet to compress the spring and relieve fluid to limit upstream pressure.
The direct-acting valve is simple and effective but has its limitations. Pressure override defines the difference between when a pressure valve “cracks” open and when it is fully open. The cracking pressure of direct-acting relief valves occurs well below the actual pressure setting, itself defined as system pressure with the valve fully open. As a result, some valves experience pressure override as poorly as half of their maximum set pressure, while others may experience only 10-20% of that maximum set pressure.
Pressure override may even be defined as a (direct operated) pressure valve’s efficiency, especially as described as a relief valve. Although cracking pressure may result in only 5% loss of pump flow, the loss rate is linear from cracking pressure right up until set pressure. As you approach the set value of the relief valve, more flow is directed to the tank instead of creating useful work. Not only does that relief flow reduce actuator velocity, but it also creates pure heat as a result.
A simple pilot-operated relief valve resembles two relief valves in series. A smaller relief acts as a pilot to the mainstage valve and controls the opening force of that mainstage. Because the pilot relief contains the high-pressure spring, the mainstage valve may use a weaker spring since pilot pressure offers the remaining resistance to early cracking pressure. A pilot-operated relief valve exhibits lower pressure override than direct-acting valves and is also available in very high flow options.
When very low-pressure override is required, look for the balanced piston relief valve, which itself is a pilot-operated configuration. Its mainstage poppet has the same surface area on the pressure and spring side, and system pressure is balanced on either side. Only the force value of the spring holds the poppet shut, requiring very soft springs due to their balanced nature. The spring value and pressure override are one and the same, so if you set the valve to 3,000 psi and the spring offers 50 psi worth of force, the cracking pressure occurs at 2,950 psi.
Selection based on design requirements
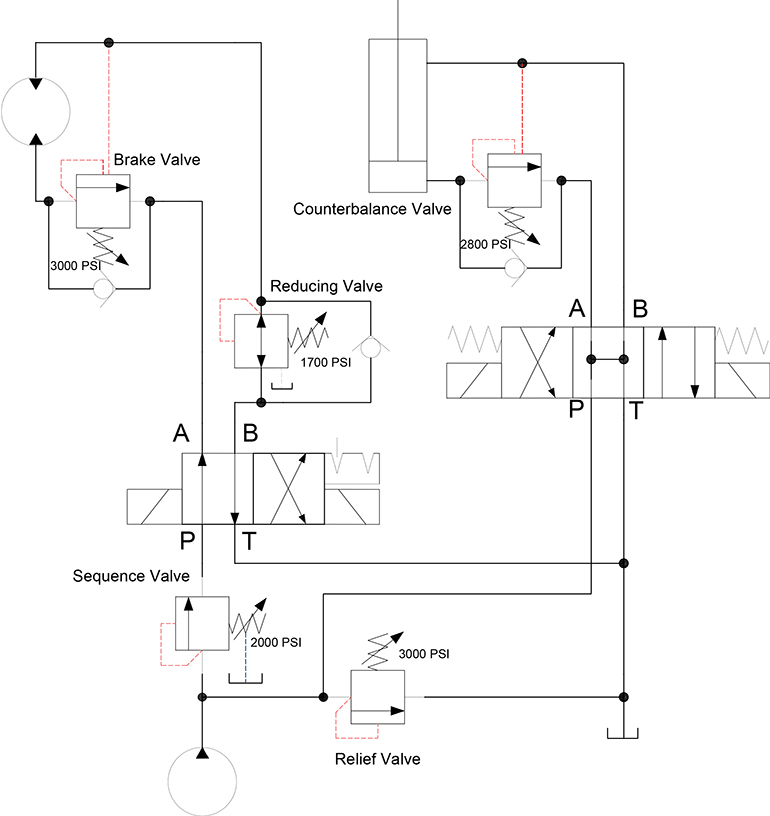
Now that we have the basics down on the construction and operation of pressure valves, we can discuss which pressure valve you need in each part of your circuit. Figure 2 shows a fictional circuit displaying myriad pressure valves in various locations. I’ll go through each to describe what valve best suits the design requirement.
You need to limit system pressure — This job is best suited for a relief valve, which really exists primarily as a backup to prevent excessive pressure from causing damage. A relief valve should be avoided if you’re looking for a solution to “hold” pressure, which only causes heat as a consequence.
Select your relief valve to suit your maximum pressure rating and so that the valve may be set above maximum working pressure. For example, if your actuators require 2,000 psi, setting your relief valve to 2,000 psi will result in flow going to tank rather than to your actuators. And as previously discussed, be sure to select a valve with appropriate pressure override. Ensure any closed-center hydraulic system only uses balanced piston relief valves to prevent the pump from unloading and set the pressure around 200 psi above the compensator setting to prevent the valve from fighting with the pressure compensator.
You need to operate functions in sequence — A clever trick to automate hydraulic functions comes from using what is essentially a relief valve inline where it directs its path towards a secondary circuit or actuator. When used as such, the relief valve changes its name to a sequence valve. Perhaps more than any other pressure valve, the sequence valve most closely resembles the relief valve except that it requires an external drain or vent to its spring chamber.
Unlike a relief valve with a direct path to tank, the sequence valve experiences pressure on both ports. With nowhere for leakage flow to exit, it can build up in the spring chamber where trapped pressure is additive to spring pressure. The drain prevents such possibility to lock up should pressure leak into the spring chamber for too long.
You can see in Figure 2 how once the cylinder lifts and then bottoms out, the 2,000 psi setting of the sequence valve is the path of least resistance compared to the 3,000 psi of the relief valve. Next, the sequence valve opens, directing fluid to the motor function.
You need to limit pressure in a subcircuit — Not every actuator wants or needs full system pressure, and even sometimes, you wish to limit force at an actuator accurately. Therefore, your pressure valve of choice for subcircuit pressure control is the reducing valve. Unique amongst pressure valves, this is the only version normally open, meaning it flows in its neutral position.
The pressure reducing valve takes its pilot signal from downstream toward the actuator, and when pressure rises above its setting, it closes the flow path so that downstream pressure decays enough to result in reduced pressure. In some ways, it’s a hybrid valve that controls flow to control pressure. Like their sequence valve counterparts, many reducing valves require a drain port since pressure acts upon both work ports. The drain also allows the valve to maintain its reduced pressure should downstream pressure rise due to load or thermal induced reasons.
In the sample circuit, you’ll also notice a check valve. This is because the check valve allows free reverse flow so the valve only reduces pressure downstream and reduces valves flow poorly in reverse (and sometimes not at all).
You’re free to use as many reducing valves as there are subcircuits or work ports. So yes, you can use a reducing valve to limit pressure in each work port and at different settings as well.
You need to control an over-center or overrunning load — Sometimes gravity likes to pull or push a load farther than you wish to move it, such as the boom on a crane or a winch lowering a lift. You wish to lower the loads safely, and at a specific rate, a relief valve may be added to essentially meter out to control the descent. Although a relief will indeed work, you may risk pressure intensification as the load pulls the same time you’re pushing.
Motion control valves (counterbalance valves for cylinders and brake valves for motors) have some features that allow the safe, steady control over loads. Using a pilot signal from the opposing work port, the motion control valve remains closed until it receives the pilot signal when it opens to allow the load to move. Then, the valve modulates itself seamlessly to balance the pressure directly applied from the load with the pilot signal telling the valve to open.
Reverse flow check valves allow pump flow easy access in the opposite direction, which is common to every motion control valve. Drains or vents are available with motion control valves since the potential to simultaneously expose all ports to pressure exists. However, most often, the outlet port of the valve does have a free path to tank when the valve is in action, so a drain is not always necessary.




