
Learning how to properly maintain your hydraulic system with precision will help support a high-performance, well-functioning machine.
By Carl Dyke, Contributing Editor

Half of the battle in hydraulic system troubleshooting is knowing exactly what ‘normal’ is. It’s hard to diagnose a component or a section of a system without knowing normal parameters, such as:
- Speeds
- Pressure
- Valve response times
- Sounds
- Vibrations
- Heat levels, etc.
The other half of the battle is preventing breakdowns from occurring in the first place. But again, ‘normal’ is the reference and the intended operational state. Proper hydraulic system maintenance conducted at the right time should keep a mobile machine in normal or optimal condition. The value of careful observation of a machine in operation cannot be overstated. Learning exactly what to observe takes effort and dedication on the part of a maintainer.
 What a machine owner ultimately desires is a hydraulic system that provides responsive, consistent, smooth, and forceful motions whenever the machine is put to work, for as many years as possible, and with the fewest surprise breakdowns. The business goals of maintenance on a mobile machine are typically stated as maximum capital life and optimal availability with very high levels of reliability.
What a machine owner ultimately desires is a hydraulic system that provides responsive, consistent, smooth, and forceful motions whenever the machine is put to work, for as many years as possible, and with the fewest surprise breakdowns. The business goals of maintenance on a mobile machine are typically stated as maximum capital life and optimal availability with very high levels of reliability.
For machines with a hydraulic system such as a loader, grader, vacuum truck, or a recycling truck, regular care is a must. For an excavator or a skid steer loader that is entirely operated by hydraulics, preventative maintenance work is truly job critical.
Many basic checks need to be carried out regularly to avoid being caught off guard. The operator can be trained to take care of all of the daily maintenance tasks such as fluid level checks and leak inspections. The service shop should only need to duplicate these tasks after major teardown and repair work has been carried out. Other tasks that require more skill and thoroughness are best left to the shop technician.
The types of checks and tests that establish the precisely correct operational state of the hydraulic system take time to perform—but they do offer payback. If carried out regularly and correctly, these procedures provide the maintenance department with data on any performance deviations. The data, in turn, provides clues as to what could be a major problem in the very early stages. This is where maintenance activity becomes truly valuable.
So many preventative maintenance (PM) work orders in fleet shops are merely checklists with ambiguous tasks such as “check accumulator for leaks and operation,” or “check the swing motor mounting bolts,” or “check all levers and pedals for proper operation.” In some shops, these task lists for hour-specific maintenance intervals go on for pages with no specific test parameters or details. Typically, only two check mark columns are present beside the PM list: ‘OK’ and ‘Needs Repair.’ Many hours can be spent in the maintenance bay confirming that major components of the hydraulic system are still bolted to the machine frame and not leaking. Again, these are tasks that the operator should be carrying out as a normal course of observation each and every day.
Slightly more complex maintenance tasks are often left undone, such as:
- Pump performance testing
- System pressure settings
- Cylinder and motor wear condition monitoring
- State of cleanliness inside the reservoir
- Particle count in the fluid
 These contribute to the failures that affect business results. One PM task that has recently become quite popular is the sampling of lubricants and hydraulic fluids. If the task simply says ‘Sample Fluid,’ with a space for a completion check mark, then hopefully the technician doing the sampling has had the training to know how best to collect a consistent and valid sample. This is like going to the doctor for a checkup and then being sent to the lab for a blood test. You want a highly trained lab technician for a number of reasons, all tied to quality. Hydraulic fluid sampling is very important work, and just like lab work, the quality of the results depends on the technician’s skill and consistency.
These contribute to the failures that affect business results. One PM task that has recently become quite popular is the sampling of lubricants and hydraulic fluids. If the task simply says ‘Sample Fluid,’ with a space for a completion check mark, then hopefully the technician doing the sampling has had the training to know how best to collect a consistent and valid sample. This is like going to the doctor for a checkup and then being sent to the lab for a blood test. You want a highly trained lab technician for a number of reasons, all tied to quality. Hydraulic fluid sampling is very important work, and just like lab work, the quality of the results depends on the technician’s skill and consistency.
Hydraulic fluid sampling and lab testing done right, with the results properly analyzed, is a maintenance task that not only saves money on unnecessary filter element replacements, but can also signal when to finally drain and replace the fluid, and when to start investigating a potential pump problem. The fluid only needs to be changed when it has actually deteriorated. A pump saved from failure or changed out before catastrophic system damage has obvious business benefits. These are all big money savers. However they require a customized and science-based approach to maintenance—as opposed to arbitrarily assigning tasks for a certain interval of running hours.
It is not uncommon for maintenance planners in large organizations to schedule the changeout of major components, such as a hydraulic pump, based on the number of running hours. In many of these cases, however, the hour interval is established by a reliability team that has carefully studied one particular model of machine, in the company’s unique operating environment for many years. The interval for the component changeout is often stretched beyond the original equipment manufacturer’s recommendation. In some cases the interval is shorter. The point is that a customized, scientific approach is applied in these cases for the sake of the desired business results.
At minimum, fundamental care and maintenance of the mobile hydraulic system should address the following major areas:
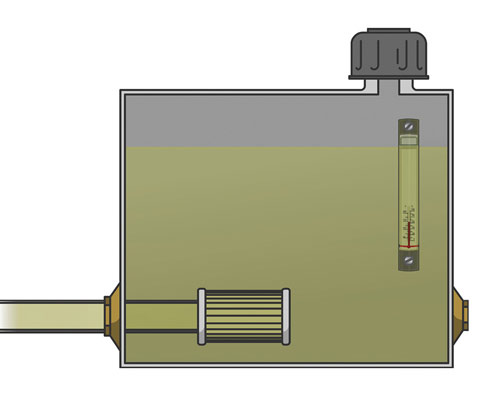
 Levels—Maintaining the level of fluid in the hydraulic reservoir is about much more than just making sure that there is enough liquid volume to supply all cylinders at full extension. The surplus volume also provides cooling, allows for a minor amount of air bubbles that may have entered the system to dissipate, and perhaps allows some solid particles (not yet trapped by a filter) to settle out in front of the tank baffle as the fluid returns from the work application circuits.
Levels—Maintaining the level of fluid in the hydraulic reservoir is about much more than just making sure that there is enough liquid volume to supply all cylinders at full extension. The surplus volume also provides cooling, allows for a minor amount of air bubbles that may have entered the system to dissipate, and perhaps allows some solid particles (not yet trapped by a filter) to settle out in front of the tank baffle as the fluid returns from the work application circuits.
Failing to keep the reservoir at the correct level can invite condensation to accumulate on the exposed inner surfaces, and drip down into the hydraulic fluid. If the operating environment is humid or moist, a desiccant breather or a vacuum-breaker style of breather/fill cap will be helpful.
Be sure to check the normal fill level when all single rod cylinders are retracted and with the brake or steering accumulators bled back to tank.
Does your machine feature an electronic pilot control system? If so, you likely have some variable current valve solenoids on proportional pressure control valves. The operator’s control levers signal these valves either directly or through an electronic control module. These valves have very small components inside and move only a tiny fraction of an inch. Contaminants will foul electronic proportional valves quickly and leave the machine out of service. If you have been filling your main reservoir with a pail and funnel, now is the time to consider a new method. Pumping fluid into the reservoir via a filtration system has become standard practice for many fleets.
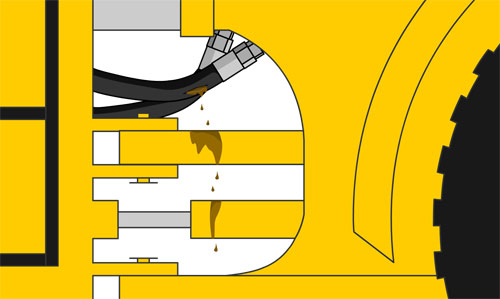
 Leaks and safety—If you see dripping or hydraulic fluid spraying from any hose, tube, fitting or component housing, do not touch any surfaces at or near that leak location. A fluid injection injury could be fatal or leave you disabled for life. Be sure to achieve a zero pressure state before any close inspection of a leaking component, or disassembly of any fluid line connection.
Leaks and safety—If you see dripping or hydraulic fluid spraying from any hose, tube, fitting or component housing, do not touch any surfaces at or near that leak location. A fluid injection injury could be fatal or leave you disabled for life. Be sure to achieve a zero pressure state before any close inspection of a leaking component, or disassembly of any fluid line connection.
Internal leaks can also develop. The operator won’t be able to observe these directly. Unusual noises and temperatures are often the only clues.
 Temperatures—Hydraulic oil temperature monitoring provides very useful clues to the state of a system. If the reservoir is topped up, and if cooling fans and radiators appear to be functioning normally, then higher temperatures are often correlated with internal leaks. At high pressures, a surprising amount of flow can pass through a fairly small orifice opening. Flow through this abnormal path will cause a heat build-up due to the friction of fluid molecules rubbing against the orifice surfaces.
Temperatures—Hydraulic oil temperature monitoring provides very useful clues to the state of a system. If the reservoir is topped up, and if cooling fans and radiators appear to be functioning normally, then higher temperatures are often correlated with internal leaks. At high pressures, a surprising amount of flow can pass through a fairly small orifice opening. Flow through this abnormal path will cause a heat build-up due to the friction of fluid molecules rubbing against the orifice surfaces.

The presence of an internal leak can sometimes be revealed by a slowdown in cylinder stroke or motor speed, though in systems with sufficiently oversized, variable displacement pumps, a slowdown may not occur. A component, such as the pump itself, or a motor or cylinder that has lost its internal seal, may only register an unusually high temperature.
The operator should be trained to watch for the normal hydraulic fluid temperature as reported on the instruments in the cab. Any increase in temperatures should be reported without delay. A maintenance technician can then be dispatched to verify the cooling system performance, and to use his thermography camera to compare against each other and against carefully documented normal values, the heat signature of critical components such as pumps, swing motors or boom lift cylinders.
The operator can also be trained to periodically check the speeds of a hydraulic fan motor, using a non-contact photo tachometer, and to clean the hydraulic cooler/radiator.
 Pressures—For most large machines, and even for some small- and medium-sized machines with electrical/electronic operator joysticks, the first layer of hydraulic control is the pilot control system. A pilot system may even be present on machines that feature very little electrical and electronic control. These pilot systems are separate hydraulic circuits used to move large directional valve spools into position, or to shift a pump swash plate.
Pressures—For most large machines, and even for some small- and medium-sized machines with electrical/electronic operator joysticks, the first layer of hydraulic control is the pilot control system. A pilot system may even be present on machines that feature very little electrical and electronic control. These pilot systems are separate hydraulic circuits used to move large directional valve spools into position, or to shift a pump swash plate.

Maximum pilot pressures are often only one-quarter or one-fifth of the maximum pressures found in the main cylinder and motor circuits. Yet without periodic testing of these medium pressure systems, a worn pilot pump or maladjusted pilot circuit relief valve can result in many wasted hours of flow testing and diagnostics for slow functions in main circuits. Checking the health (pressures and the range of current supplied to the solenoids) of the pilot system several times per year provides an opportunity for fine-tuning.
It is important to test the main system relief valve pressure several times per year. In some cases, the maximum system pressure is limited by a cutoff pressure control (compensator) on the main piston pump. In many cases, both a relief valve and pump compensator are present in the system, with the relief valve to be set higher than the compensator. Again, without periodic checks—which do take some time to carry out—many hours can be wasted chasing a system overheating problem or a function slow down, or even a function stall.
Many mobile machines use the energy-saving hydraulic design known as load sensing. Standby pressure (sometimes, but not always the same value as margin pressure) means an additional, adjustable pressure control on the pump housing. A function such as swing or boom lift demonstrating a slow response to the operator’s lever movements can be caused by a low standby pressure. The standby pressure might typically be specified by the equipment manufacturer at 300 psi. What if the adjustment has changed due to vibration or due to heat softening of the control spring or other factors? It doesn’t take too long to check this pressure value every year and tune as needed. The factory maintenance manual usually lays out this procedure in careful detail.
At the beginning of this article, there was a reference to checking the accumulator. Not a lot can be learned from the outside. For most machines, it doesn’t take long to attach the gauge and valve from a precharge fill kit to verify the correct nitrogen gas pressure. It is better to bring the proper attention to the maintenance of an accumulator on the PM sheet, with a task such as ‘Verify Accumulator Precharge Pressure at X psi, at an Ambient Temp’ only once or twice per year than to have an almost useless ‘Check Accumulator Operation’ task showing up for every 500 hours.
Read part 2 of this article now, where we talk further about system maintenance, with a closer look at the components used in mobile machinery, including actuators, pumps and motors, hoses, brakes and more.
CD Industrial Group Inc.
carldyke.com
LunchBoxSessions.com