
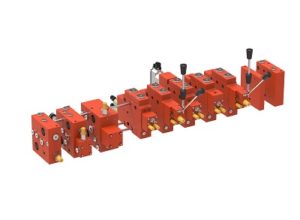
Innovative application-specific valve concepts are one of the most important requirements for boosting productivity in mobile hydraulic applications, according to the engineers at Bucher Hydraulics, Remscheid, Germany. The company’s new modular SC12 proportional directional valve system, for example, offers responsive control behavior and low operating costs with consistently high machine availability. At the same time, a wide range of actuator modules lets the entire valve be precisely configured to meet custom requirements across a wide range of applications. The new SC12 rounds out the range of sectional, pre-compensated proportional directional valves, which already includes the larger SC18, SC22 and SVC25 series.

The modular valve system that underpins the new SC12 offers users a high degree of flexibility. Consisting of three basic components — inlet-, actuator- and end-modules — individual sections can be specifically matched to the particular application. The scope of the building-block system can be seen in the variety of modules that are available for the inlet section, whose function affects the entire unit. Depending on requirements, users can choose between load-sensing pressure relief or system pressure relief, or a combination of both, as well as a 3-way pressure compensator with system pressure relief, or no control function at all. Depending on the application, the end section has no additional function, or provides extra connections.
While the inlet and end sections can be produced as continuous castings, thanks to the small number of holes, Bucher Hydraulics has taken advantage of the benefits of mold casting for the actuator sections. The process streamlines galleries and lowers resistance to significantly improve flow behavior within the valve section. This casting technology also saves material and weight. The resulting smaller dimensions of the valve sections meet the requirements of mobile hydraulics for compact components.
The functional core of the valve block is the actuator section, which can be methodically tailored to the application due to the wide range of functions available. In general, up to eight actuator sections can be used per valve block, which can optionally be supplemented by a further eight valve sections. In both their number and diversity, therefore, the modules can handle numerous auxiliary functions that have to be safely operated in mobile equipment on a daily basis.
Flow control characteristics
The SC12 proportional directional valve section controls flow to the actuator and, applying the load-sensing principle, it can be equipped with an upstream individual pressure compensator to provide load-independent flow control at a particular actuator. This guarantees the stable and responsive control of several movements where these need to be carried out in parallel, and therefore ensures precise work functions. This principle is well-known from the SC18 and SC22 series and has been further improved with regard to the geometries of the pressure compensator and the load-signaling system.
The SC12 therefore sets new standards, said company officials. The flow control can begin with smaller pressure differences — more precisely, at a ΔP of just 13 bar — a value that is unequalled in this segment of the valve market. The practical effect is smaller power loss at the valve, which reduces operating costs and increases the mobile machine’s productivity. Depending on the application, users can choose the SC12’s pressure-compensator with or without a load-holding function.

In addition to the adjustable, load-independent flow, the use of an individual load-pressure cut-off in the actuator section helps to reduce operating costs. The load-pressure cut-off prevents any unwanted fluid flow, which would otherwise lead to unnecessary oil heating and wasted energy when maximum load pressure is reached.
Bucher Hydraulics offers a further cost-saving innovation for applications in which several actuators are intended to operate at the same pressure. Previously, this required the use of as many pressure relief valves as there were actuators, all of which had to be set separately. With the new concept, just a single pressure relief valve in the inlet section is now sufficient, which significantly reduces costs and adjustment work.
Application-specific control
Because of differing requirements in widely varying applications, the engineers at Bucher Hydraulics have also taken a close look at the types of operators. To suit their particular modular system, users of the SC12 can basically choose between electrohydraulic proportional, electrohydraulic on/off, hydraulic or manual, or combinations of the various control operators.
In terms of performance, this concept has been redesigned both for high-end area and for straightforward applications. The onboard electronics (electrohydraulic actuator) are aimed at the increasing level of electrification in mobile machines. The control and diagnostics of the valve block, including position control and adjustment of the control characteristic, is now possible via CANopen. The onboard electronics are used for optimum presetting and, due to their reliability and high safety level, they can also be used for safety-relevant functions. Thanks to their particular features, they make operation easier and at the same time ensure high machine availability.
In addition, the modular valve system offers the possibility of using only one solenoid instead of two. This applies to special applications such as plunger cylinders, which retract under their own weight rather than as a result of flow.
Low investment costs
The SC12 modular valve system portfolio is rounded off with explosion-protected pilot valves with ATEX and IECEx approvals. These valves are therefore suitable for applications in explosion-hazard areas where extremely high demands are placed on functionality and operational safety. Despite the special design, technical characteristics correspond to those of all SC12 valves.
With the modular system that is at the heart of the SC12 sectional proportional directional valves, Bucher Hydraulics is responding systematically to the widest possible range of requirements that can arise when equipment is used in mobile machines. The innovative concept provides the basis for customized valve systems at low investment costs, thanks to a rugged design and high reliability, even in difficult environmental conditions. The valve’s high power density is the result of the maximum load pressure of 420 bar (6,100 psi) and the actuator flow rate of 130 l/min (34 gpm) when used with either variable- or fixed-displacement pump systems. Typical applications include mobile cranes and ground drilling rigs.
Bucher Hydraulics
www.bucherhydraulics.com