
Using a scientific approach to mobile machine maintenance helps technicians have a better handle on the fundamentals of hydraulic components.
By Carl Dyke, CD Industrial Group Inc.
investigation to take place as early as possible.
Last November, we delved into system-specific maintenance tips to ensure the hydraulics on your mobile machine runs at its highest performing levels. We continue this discussion with a look at more common components used in mobile hydraulics.
Using a scientific-based approach to understanding how long a component should operate reliably is critical to cost-effective operation of all hydraulic components. In part 1, we discussed the importance of keeping an eye on the following:
- Fluid levels
- Leaks and safety
- Temperatures
- Pressures
Let’s look at seven more areas of fundamental care and maintenance your technicians should address.
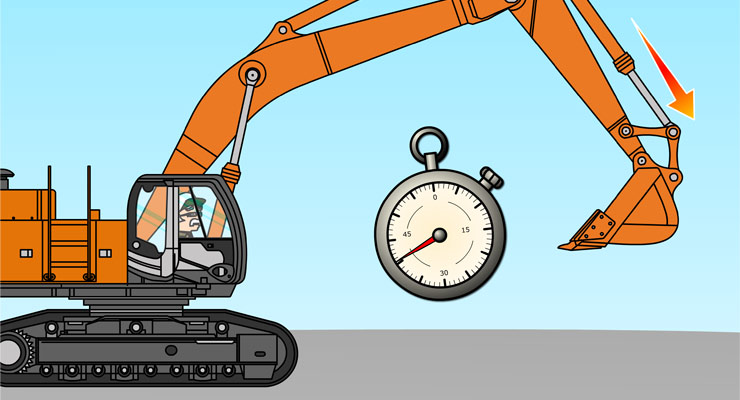
5. Actuators and cycle times — Cylinder cycle time is key to productivity in a mine or on a highway construction site. Operators, not shop technicians, should time cycles with a stopwatch and keep track of data for all critical machine motions for both cylinders and motors on a regular basis. This is just good maintenance. As soon as a deviation occurs, the operator should involve the maintenance team, because it often means that some component behavior has changed or some internal leakage path may be occurring.

Equipment manufacturer service manuals usually lay out a host of tests for actuator speeds. Many fleet maintenance teams skip over these procedures because there are so many of them in the manuals, and the time, skill and instruments needed seem considerable. If an excavator is always used on level terrain and not on slopes, then some maintenance tests specified by the manufacturer for the travel function can be moved to longer intervals. But if that same excavator is always used to dig in very hard materials, then the relief valve setting and pump compensator setting checks should be performed at frequent intervals.
Volumetric testing of the main pumps to detect wear is a valuable maintenance task, but it’s not always easy. On some mobile machines it is difficult to install the test equipment. On some very large-scale machines, the flow rates are so high that appropriate flow meters are not easy to acquire. Keeping a close watch on all cylinder stroke times (at or near maximum load) and all hydraulic motor speeds can help determine when best to conduct those main pump tests. A slow actuator function can certainly be caused by problems other than pump wear. Keen system observation (component temperature, noises, etc.) can help with decision making for difficult maintenance tasks for large scale and complex machines.
Cylinders are the business end of most mobile machines. Decide in advance what depth of rod scratch and what rate of dripping from the rod gland will be considered a failed cylinder.
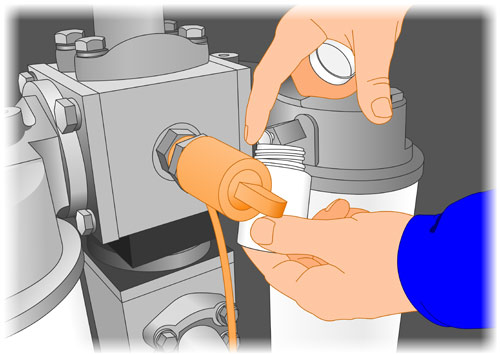
6. Fluid condition and cleanliness — Countless studies and papers clearly show how attention to the qualities and state of the hydraulic fluid is key to reliability and asset life, and how problems can be detected and dealt with at an early stage.
Fluid analysis was once only popular for aircraft and some large-scale utility plants. Today even the owner of a single piece of construction equipment can fit this cost into the maintenance budget. Many manufacturers now provide service ports to allow easy sample collection. The cost of fluid analysis at a laboratory is most often more than paid for by the unnecessary periodic filter changes that are avoided with careful monitoring.
The report can detect water leakage into the system, show that additive properties that help protect hydraulic components are breaking down, or that particle contaminants have reached levels that threaten pump life or valve reliability. Many training events are held annually and online resources can help to educate a machine owner or a technician on how to interpret oil analysis reports and get value from them.
7. Hoses — The outer wrap hydraulic hose is subjected to all temperature extremes, direct sunlight, rain and many other environmental effects. Add to this the flexing cycles and the moments of system overheating that may have occurred and hydraulic hose can be weakened even from the inside.
Hoses on mobile machines suffer abrasion damage more than any other wear effect. It should be the operator’s job to keep a close watch for hose deterioration.
By the time a hose has been in place for several years on a steadily operating mobile machine, it is near the end of its predictable service life. For continuous operations such as waste disposal and recycling trucks in an urban center, or machines in a mine or on a construction site, careful tracking of historical records together with hours of service may provide optimal hose change frequencies. For small fleets or even single machines, it may be necessary to replace critical hoses in the high-pressure circuits every two to three years.
New electronic technology embedded into hydraulic hoses allows strain and deterioration to be easily detected via continuous measurement. Watch for this technology to become more affordable and help save on hose replacement costs and prevent many sudden failures and spills.

8. Pump and hydraulic motor mounting — A tiny amount of free play and misalignment on the mounting of a pump can bring on severe damage. A missing bolt or a number of loose bolts can result in catastrophic failure when pump shaft splines grind and twist in the socket of the driving gear. Check pump mount bolts at the drive box or PTO for correct torque value. A simple visual observation that the bolts are not loose is not good enough. Similar issues apply for the hydraulic motor mounts.
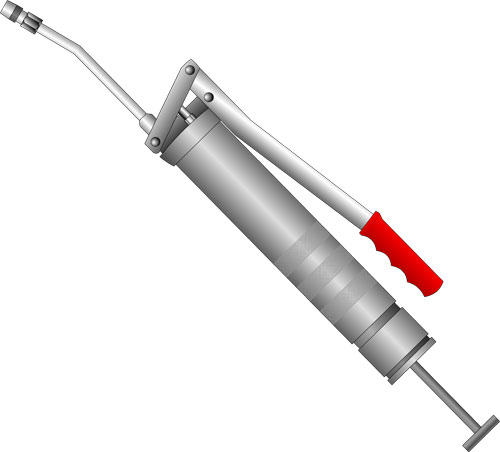
9. Overall mechanical lubrication — Obviously a mobile machine has more systems to maintain than just the hydraulics. Gearbox lube and the greasing of swing gears and bearings, along with the pins where the cylinders mount and pivot can directly impact hydraulic system performance. Failing to grease can show up as a hydraulic cylinder slowdown or stall, and possibly an over-temperature condition as well. If enough mechanical binding occurs, pressures may reach maximum values with minimum payloads on a lifting boom and a relief valve may crack open, dividing flow.
10. Brakes — Brake systems need to be reliable to the maximum degree. Many off-highway mobile machines such as loaders and graders utilize the main hydraulic system for braking functions. Often these machines are in transit on public highways. Whether they are on road or off, braking action is crucial to human safety.
Most hydraulic brake systems consist of a gear or piston pump that flows through a check valve as it charges a small accumulator to a specific pressure. Once the correct pressure is reached, the brake pump is unloaded through a special valve. Obviously the accumulator precharge gas pressure will need to be checked periodically.
Keep in mind that the braking circuit is not really a flow-based motion control circuit. It is a force control circuit. As the operator slightly depresses the brake pedal, (a valve most similar to a pressure reducing valve), the spool opens for only for a brief moment.
Contaminants in the fluid could easily cause such a valve to stick open, which would apply full braking force, or prevent the system check valve at the beginning of the circuit from closing. Any air in the system will cause a delayed, weak and spongy brake response (another very important reason to keep the reservoir topped up at the correct level). For the sake of human safety, the quality of hydraulic fluid must be maintained to the highest level.
11. Steering — Like the braking system, the reliability of hydraulic steering is key to human safety. Also similar to the braking system, an accumulator may be involved. It will likely be larger than the brake accumulator because unlike the braking system, steering is a flow-based motion control system.
Steering in some machine designs has done away with the steering wheel and orbital valve in favor of the joystick. Operator strain and fatigue is minimized, but again, electronics, fine proportional valves and pilot systems may be present, minimizing contamination tolerance.
Conclusion
The categories and tasks above are by no means exhaustive. There are types of mobile machines and hydraulic components that didn’t get any mention. The idea here is to envision, describe and document the ideal state of care for your mobile machine’s hydraulic system, and then build up a program of relevant maintenance tasks. Your business goals should ultimately drive the maintenance program, and in so doing, make it easy to eliminate any historical maintenance checks and tasks that merely consume time or that receive a check mark from a distance.
The more challenging part of designing or refining the maintenance program is to learn all about the hydraulic system that you have. Learn exactly how all circuits and components are configured and how they function. Finding out perhaps that your electronic operated steering valve has a required particle count level similar to the cleanliness required of a helicopter hydraulic servovalve can be the impetus behind much stricter fluid management and maintenance.
Finding out that cool weather may be causing your higher viscosity hydraulic fluid to bypass the filters during startup can drive maintenance decisions.
Discovering that broken pump shafts have occurred at engine startup due to incorrect pressure valve adjustment is an expensive education, but one that can bring emphasis to designing useful and valuable maintenance tasks.
With training and the pursuit of continuous learning may come the need to purchase and maintain a set of predictive maintenance tools, such as the thermography camera and the non-contact tachometer mentioned in part 1 of this series. Flow meters and diagnostic pressure gauges with a complete set of adapters and fittings become key tools for those who truly wish to know the state of the hydraulic system. Many small shops and even some fleet maintenance departments do not have these tools. The reason for avoiding their purchase is often tied to the fact that there are no technicians on-site who are trained to use them, or because none of the periodic maintenance tasks found on those long lists also mentioned, require their use.
Assuming that you have purchased a well-designed piece of mobile equipment and are using it within its intended scope of capabilities, the hydraulic system could in theory, last and even function trouble free for at least two decades. Keeping the oil very clean and topped up, temperatures under control, worn hoses replaced, fasteners and fittings checked for torque, pressure valves properly adjusted, with pump flow tests conducted at least annually are the maintenance tasks most likely to achieve 80% of the result. The remaining 20% will come from very careful observation of machinery performance, from vigilance and from continual learning.
CD Industrial Group
carldyke.com
LunchBoxSessions.com
These are certainly valid points on system monitoring and checking.. Permanently installed pressure gages with individual shutoff valves make some of the checks much simpler, and often a much less expensive gage is completely adequate to verify that system pressure is at the same correct level. Repeatability is far more useful than absolute accuracy in most instances. A stuck or leaking relief valve will quickly become obvious. But it IS important to shut off the gage valve when checking is completed because the constant pressure pulsations can wear out the gage prematurely.