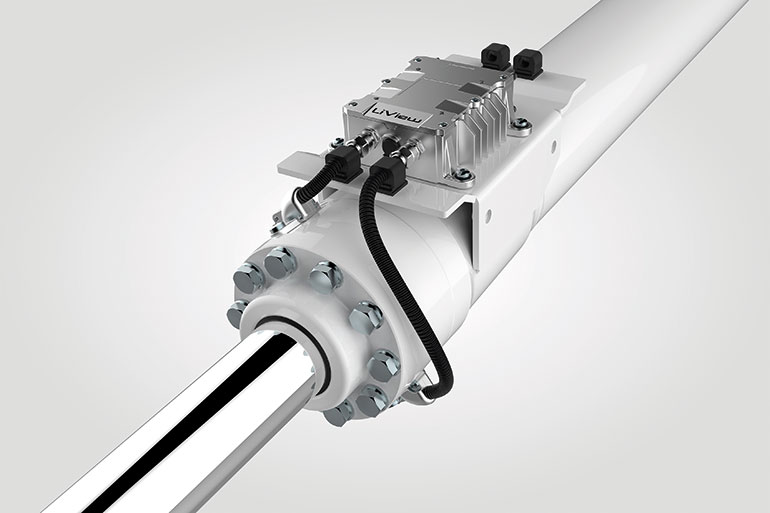
The Liebherr LiView is an innovative position transducer for hydraulic cylinders that uses the piston itself as a sensing element.
The adoption of electronic controls into mobile equipment has led to game-changing productivity enhancements — precision excavating and grading, remote maintenance capabilities and autonomous machine operation, just to name a few. But for such systems to operate seamlessly, the sensors in components like hydraulic cylinders must supply data that are precise and reliable.
Modern measurement systems in mobile machinery face daunting challenges like severe vibration and extreme temperatures. Based on extensive know-how with demanding operating conditions, Liebherr has developed LiView, an innovative stroke transducer for hydraulic cylinders that uses the piston itself as a robust sensing element.
The new measurement concept can be easily integrated into cylinders large and small, is universally applicable and rugged and reliable. It is particularly advantageous in heavy-duty applications because no moving parts that serve as sensing elements are installed inside or outside the cylinder.
System basics
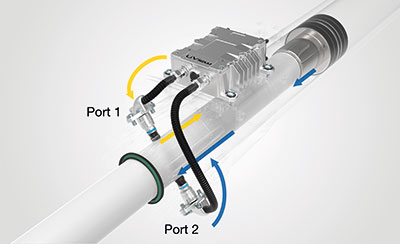
LiView technology measures the physical state of a hydraulic cylinder by making real-time electrical measurements of its mechanical structure to determine cylinder position and velocity. The basic configuration involves two probes mounted in the piston rod bearing that are connected to an electronics module via a conventional coaxial cable. Each measuring cycle, the electronics generates a predefined high-frequency electromagnetic signal that the probe at one port injects into the cylinder structure. The transmitted signal propagates to the piston, where it is reflected back and intercepted at the second probe port. This analog signal is digitized in the electronics and processed to calculate position.
The working principle is based on viewing the cylinder as a multi-port electrical system that can be thoroughly characterized by means of its of scattering parameters — a technique that is used in high-frequency electronics for circuit characterization.
The two probes, termed port 1 and 2, are used for injecting a stimulus at a given frequency and simultaneously receiving the cylinder response. From an electrical point of view, the system is fully described by a 3 × 3 scattering matrix, which defines the relationship between injected and reflected electromagnetic waves at either of the two ports. The transmission factor between port 1 and port 2 relates to the impedance of the cylinder tube that can be modelled as a transmission line. Piston position defines the length of this transmission line, producing a direct relationship between the phase of the electrical signal and position information.
Liebherr engineers have developed a mathematical model that precisely describes the electrical response of the hydraulic cylinder. It’s used to transform the measured scattering parameters and calculate absolute piston position. This makes LiView an absolute stroke transducer, allowing the calculation of position at each new measurement cycle and without requiring starting-position information.
LiView components
As mentioned above, LiView constituent parts include the electronics unit and two probes. It also has a high-frequency passive element that operates as a guard ring isolating the cylinder cavity from the external environment. The guard ring ensures a stable boundary condition for electrical measurements.
The LiView Electronics Module (LEM) mounts either on the cylinder or on the surrounding structure, depending on application constraints. The only caveat is that cable length should be limited to not degrade signal characteristics by attenuation. Typical maximum suggested length for optimal performance is 2 m, although longer cables are possible if proper attenuation characteristics are specified.
Two different sections make up the LEM. A high-frequency front-end generates the signals used for cylinder measurement, acquires the cylinder response and digitizes it. The digital back-end applies algorithms to calculate position and velocity, and runs safety surveillance functions. Each single measurement from signal generation to processing takes approximately 300 µsec.
This allows real-time position measurements in high-dynamics applications with very low latencies compared to most other established measuring devices. Each measuring cycle is repeated at different frequencies based on specific cylinder characteristics, thus providing redundant position information that can be used to compensate for instabilities and other effects.
The LEM is considered a universal measuring device. Calibration parameters for different cylinder types are generated offline and downloaded during initial set-up. Cylinder length has no impact on system calibration; parameterization mainly depends on the ratio between piston and rod diameters.
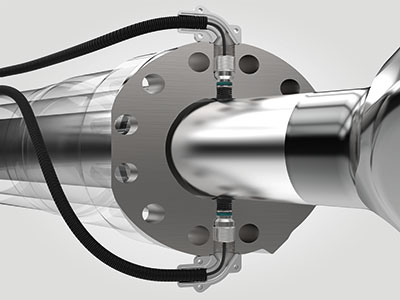
The LiView probes ensure capacitive coupling between electronics and piston rod. They are integrated in the high-pressure side of the hydraulic cylinder rod bearing, behind the primary seal. The probe’s contact element rides on a floating bearing. It ensures a stable electrical connection in a dynamic system, permits relative displacements along all three main axes and prevents wear to both the contact element and piston rod.
The probes handle multiple functions. They permit a sealed high-pressure cable feedthrough for routing a coaxial cable inside the cylinder structure. They couple the signal into the cylinder inner cavity. And they compensate for relative displacement between piston rod and rod bearing, thus ensuring optimal signal transmission during cylinder operation even in harsh environments. This is essential for heavy-duty applications, where strong lateral forces can continuously stress a cylinder.
Real-world considerations
An important factor is sensitivity to oil instabilities. Measurement accuracy is influenced by the dielectric characteristics of the cylinder subsystem. Any change in oil permittivity (ε) due to temperature, pressure and aging effects on the oil or its constituents will affect dielectric characteristics. Pressure variations inside the cylinder will produce position-dependent changes within a few msec, while aging might impact measurements over weeks or months.
That’s important because any parameter influencing the oil dielectric constant influences the propagation speed of electric signals inside the cylinder cavity. A change in signal speed generates a phase error of the measured signal, thus producing a systematic error on the calculated position. This error depends on the length of the travel path inside the dielectric.
Techniques that counteract this behavior are essential for acceptable performance in real applications. Correction algorithms that run in real time during every measurement cycle compensate for temperature, pressure and aging effects of the hydraulic fluid. As a result, LiView has a total absolute accuracy specification of 0.6% FS (peak-to-peak) or ±0.3% FS, which represents the maximum expected absolute accuracy error. These values confirm the suitability of the stroke transducer for mobile machine applications.
Repeatability of the measured position is another important performance parameter in real applications. Repeatability, often referred to as precision, is evaluated as the total deviation (minimum vs. maximum) recorded at each position during dynamic cylinder operation.
For conventional stroke transducers the stated performance typically refers to ideal testing conditions in a laboratory. This is not possible with the LiView system, because measurements require the presence of the cylinder structure, which represents the major source of inaccuracies. These include both dielectric constant changes of the fluid and from displacements and deformations induced by forces and temperature gradients acting on the cylinder during operation.
We performed field tests on various types of mobile machines in different environments, to evaluate overall system performance. We tracked the precision on a plunger cylinder of a mobile machine where working conditions included varying temperatures and loads. Data on dynamic cylinder performance were compared to a wire potentiometer (including its inaccuracy). Results confirm signal precision well below 2 mm peak-to-peak over the major part of the cylinder stroke.

Functional Safety
LiView also meets demanding functional safety requirements. It has been developed to fulfill Performance Level d (DIN EN ISO 13849) and SIL 2 (DIN EN ISO 61508) requirements. The main difficulty with our approach relates to the intrinsic different nature of the LiView sensor concept compared to conventional transducers. The latter are based on a well-defined measuring path. (For example, in magnetostrictive transducers the measuring path is encapsulated within a predefined metal bar that can be precisely manufactured and controlled by the sensor provider.)
In contrast, LiView performs electric measurement of an external cylinder structure, not typically under control of Liebherr. While this set-up offers advantages in terms of robustness and serviceability in the field, compared to other options, it introduces additional complexity for safety.
The main objective of the safety function is to ensure the measured position is correct. It is addressed by introducing surveillance functions operating at the component and system levels.
At the component level, the LEM verifies signal characteristics that are produced and measured. That includes hardware and software monitoring functions. Hardware tasks range from tracking circuit-board temperature to monitoring all power supplies and core hardware elements through a complex surveillance circuit that includes a watchdog.
Software monitors analyze both the generated and acquired signal characteristics. The firmware and all data-processing algorithms run on a lockstep processor with two independent computational cores that are continuously compared through the hardware surveillance function. This identifies and compensates for most possible errors, or notes that they require countermeasures.
System-level safety is implemented as a surveillance algorithm running in the LEM. It checks cylinder response to a known stimulus and compares the measured scattering parameters to the expected ones. Cylinder behavior can be predicted with a high degree of accuracy — on the order of 1%. Measurements at different frequencies produce intrinsic redundant information.
The scattering parameter measuring technique continuously monitors the probe cables’ state and compensates for drifts due to mechanical, temperature and aging effects. This is performed every cycle. In case of anomalies, position information is flagged as potentially dangerous but is still broadcasted on the bus.
Condition monitoring
Other important features of LiView include condition monitoring capabilities and reliable fault diagnosis. Thanks to its permanent self-monitoring, LiView identifies any deviation between its current and optimum state. Thus, the system reliably detects faults such as undervoltage or defective probes.
It also has an internal memory that saves previously diagnosed faults. The content of this memory is transmitted via the standardized diagnostic communication protocol UDS (Unified Diagnostic Services) as specified in automotive standard ISO 14229. The fault memory is easily read out with a standard off-board diagnostic tool, or downloaded with software Liebherr can supply to OEMs.
For users, LiView allows a detailed diagnosis of system faults — for the first time at the sensor level. Because LiView already detects the cause of the fault, the OEM does not have to conduct a complex and expensive fault analysis. This simplifies and accelerates appropriate repairs, avoids extended downtime and increases efficiency.
Cylinder manufacturers also benefit. As soon as the intelligent position transducer is integrated into the cylinder, condition monitoring can check for proper functioning.
The basic idea of using the cylinder as sensor is a promising approach for many heavy-duty applications, where both sensor performance and robustness are critical and for which conventional sensors are not a viable option. The limited envelope required for the integration of the probes in the piston rod bearing makes LiView suitable for small-diameter cylinders.
Moreover, this innovation opens a new approach to system-level state monitoring. by providing important cylinder state information to higher-level controls.
Liebherr
www.liebherr.com/liview
LiView as a disruptive technology
Liebherr engineers have noted the main error sources caused by changing oil dielectric properties and developed suitable compensation strategies. However, cavitation is also frequently encountered in real applications. In a bucket cylinder for instance, an abrupt variation of the mechanical load produces a fast piston-rod displacement that the hydraulic system cannot follow with sufficient oil flow. As a consequence, fluid pressure suddenly drops and bubbles or voids form in the fluid.
LiView is able to detect this condition because it is extremely sensitive to changes in fluid electrical properties that affect measuring accuracy. The presence of air in fluid impacts the dielectric constant of oil and would result in an undetected position error. Surveillance algorithms identify this in real-time.
The system notes a difference between measured and predicted positions and generates a signal that correlates to the presence of air inside the cylinder chamber. The LEM generates a warning signal and provides important information to the machine controller, and thus supports more-stable hydraulics control.
This capability can also be exploited to generate state information on the component and hydraulic system that includes the cylinder, which would not be possible using conventional technologies where the sensor is a well-confined subsystem. In this context, LiView can be understood as a technology platform allowing real-time monitoring of the cylinder system state. The technology is based on complex measuring hardware, on which software functions can be added to implement new functions and provide further insight on the cylinder health.